Второй самодельный ЧПУ-фрезер
Фрезерный станок 3х2м с чпу своими руками, планы, мысли, хотелки.
После того как я собрал и впервые запустил свой первый фрезерный станок с ЧПУ, началась настоящая магия. Из простых листов фанеры рождались уютные светильники, ажурные узоры, буквы для вывесок, а иногда — даже небольшие предметы мебели. Местный строительный магазин охотно принимал мои изделия.




Но чем больше я этим занимался, тем яснее понимал: на таком станке не разбогатеешь. Это было скорее вдохновляющее хобби, приносящее море удовольствия, но пожирающее уйму времени. И всё же этот опыт оказался бесценным: именно тогда я понял, каким должен быть мой идеальный станок — мощный, точный, универсальный. И, вдохновившись, я принялся за проектирование нового ЧПУ-станка, уже на основе доступных в моём регионе металлообрабатывающих возможностей.
Концепция станка с ЧПУ
Перелопатив массу информации и обзвонив десятки организаций, специализирующихся на металлообработке, я решил: детали будут вырезаться лазером, а затем проходить фрезеровку посадочных мест под рельсовые направляющие. Всё, что связано с вращением — пускай точат на токарных станках. (Конечно, как водится, задумки и реальность не всегда совпадают — но об этом чуть позже).
Как и у многих энтузиастов, мечта была простая и дерзкая — сделать универсальный станок, способный на всё. И вот что я задумал реализовать:
- Два независимых шпинделя — один для черновой, второй для чистовой обработки. Или даже работа в тандеме, чтобы сократить время раскроя! (Вариант с автосменой инструмента я отбросил — слишком дорогое удовольствие).
- Обработка высоких заготовок — потому что ограничивать себя в размерах просто скучно.
- Токарная обработка как четвёртая ось: два варианта установки — для “коротышей” диаметром до 200 мм и длиной до метра, а также место для внушительных деталей — колонн, резных балясин и прочих крупных форм.
- Разборная сварная рама — чтобы при необходимости можно было разобрать станок и перевезти его в легковушке. Конечно, это решение прибавляет немало работы… но ведь именно такие вызовы делают проект по-настоящему интересным!
Линейные перемещения
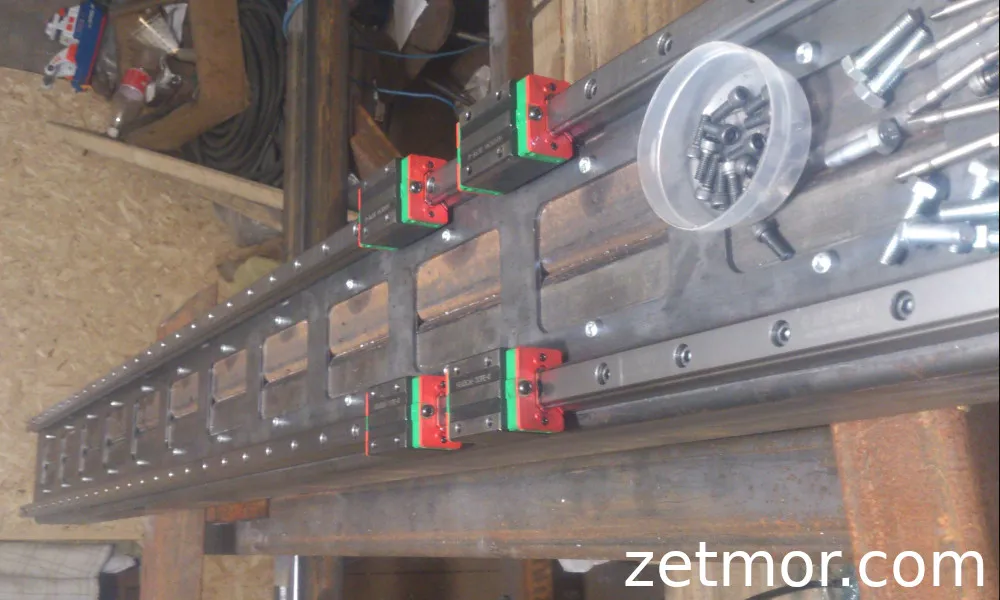
Рынок сегодня предлагает огромное количество решений для линейных перемещений, но после долгих сравнений и изучения отзывов я остановился на профильных направляющих от компании HIWIN — проверенном временем и инженерами по всему миру производителе.
Линейные направляющие HIWIN — это основа линейных перемещений многих современных станков и механизмов. Именно они обеспечивают плавность, точность и надёжность перемещения узлов, от которых напрямую зависит качество обработки. Компания выпускает целый спектр серий: HG, RG, EG, MG, WE и их модификации — каждая из них рассчитана под свои задачи и нагрузки.
Мой выбор пал на рельсовые направляющие HIWIN серии HG — универсальное решение высокой грузоподъёмности, идеально подходящее для проектов, где важны стабильность и плавность хода. Эта серия спроектирована с особым полукруглым профилем и углом контакта шариков 45°, что позволяет компенсировать мелкие погрешности установки даже на неидеальной поверхности. Четыре ряда шариков обеспечивают жёсткость и равномерное распределение нагрузки во всех направлениях, а четырёхточечный контакт каретки с рельсом делает систему максимально устойчивой.
Ключевые особенности серии HG:
- Самоустановка
- Взаимозаменяемость
- Высокая жёсткость конструкции
Маркировка и взаимозаменяемость
Серия HG делится на взаимозаменяемые и невзаимозаменяемые модели. Размеры у них одинаковы, различие лишь в том, что у взаимозаменяемых рельсы и каретки можно свободно менять между собой — их точность ограничена P-классом, но для большинства проектов этого более чем достаточно.
Классы точности
HIWIN предлагает несколько уровней точности направляющих серии HG: C (нормальный), H (высокий), P (прецизионный), SP (суперпрецизионный) и UP (ультрапрецизионный). Выбор зависит от требований конкретного оборудования: чем выше класс, тем точнее, но и дороже.
Натяг и преднатяг
Для каждой рельсовой направляющей можно задать преднатяг, используя слегка увеличенные по размеру шарики. Это создаёт отрицательный зазор, повышающий жёсткость и точность системы. Однако чрезмерный преднатяг может привести к износу, особенно на направляющих меньше 20-го типоразмера, поэтому важно соблюдать баланс.
HIWIN выделяет три стандартных класса преднатяга:
- Z0 (лёгкий натяг) — для транспортных систем, упаковочных машин, осей X–Y лёгких промышленных устройств.
- ZA (средний натяг) — оптимален для ЧПУ-станков, осей Z, фрезерных центров и измерительных систем.
- ZB (сильный натяг) — используется в тяжёлых станках, где необходима максимальная жёсткость.
Мой выбор
После анализа я остановился на типоразмерах 20 и 25 — с взаимозаменяемым типом кареток и рельс.
- На оси X и Y установлю направляющие HIWIN HG25 — для уверенной работы с тяжёлыми нагрузками.
- На оси Z — HG20, чтобы сохранить лёгкость и плавность вертикальных перемещений.
Такое сочетание обеспечит идеальный баланс между жёсткостью, точностью и универсальностью конструкции — именно то, что нужно для моего проекта!
Передачи
Когда дело дошло до выбора передач, я погрузился в целый мир шестерён, реек и винтов — с их характерами, особенностями и капризами. Ведь именно от того, как вращение превращается в поступательное движение, зависит плавность, точность и надёжность работы всего станка.
Зубчатые передачи
Зубчато-реечная передача — классика машиностроения, проверенная десятилетиями. Она преобразует вращение двигателя в ровное, контролируемое линейное движение.
Существует несколько типов зубчатых передач: прямозубые, косозубые, шевронные, а также редкие по Новикову (с круговым профилем зуба). Каждая из них имеет свой характер. К примеру, косозубые способны передавать большее усилие и выдерживать высокие нагрузки, но за это приходится платить — они создают осевые усилия на валах, а значит, требуют установки упорных подшипников для компенсации.
В своём станке я решил применить два типа передач — зубчатую и винтовую. Прямозубые колёса — идеальный вариант при средних скоростях и высокой твёрдости зубьев, где нет места динамическим ударам и люфтам. А вот косозубые подойдут для более ответственных и скоростных узлов, но требуют идеальной чистоты и точности сборки — любая пылинка способна испортить контакт и ускорить износ.
Модуль — сердце зубчатой передачи
Одним из ключевых параметров является модуль — универсальная величина, связывающая между собой шаг, высоту зуба, число зубьев и диаметр делительной окружности. Проще говоря, модуль — это та часть диаметра, которая “принадлежит” каждому зубу. Без него невозможно рассчитать ни одну систему зубчатых передач.
После анализа я остановился на прямозубой передаче с модулем 1.5 — золотой середине между точностью, прочностью и простотой изготовления.
Поиски идеала
Сначала я приглядывался к рейкам и шестерням Gudel — точнейшие, швейцарские, просто мечта! Но мечты, как известно, имеют цену и в данном случае — цену крыла от Боинга. Кроме того, для установки таких реек требуется идеально фрезерованная база, а у меня, в условиях гаражного проектирования, это выглядело как утопия.
Так я и пришёл к китайским аналогам — доступным, но вполне достойным при правильной установке.
Для тех, кто решится на сверхточный проект, отмечу производителей мирового уровня: KUGEL, GUDEL, GAMBINI, HERION и др. Каждый из них выпускает рейки разных классов точности и исполнения, под разные условия эксплуатации.
Основные параметры при расчёте зубчатых реек:
- Нагрузка на зуб
- Передаваемый момент
- Накопленная погрешность позиционирования на шаг
- Суммарная погрешность позиционирования на длине 1000 мм
Для оценки набегающей погрешности используют формулу, где учитываются: nR — количество стыкуемых реек, Gtf — погрешность шага, nJ — количество стыков, FJ — погрешность установочной планки.
Итоговое решение:
- На длинные оси X и Y — зубчатые рейки.
- На ось Z — ШВП для высокой точности и жёсткости.
ШВП — шарико-винтовая передача
ШВП — это, по сути, волшебная пара “винт–гайка”, которая превращает вращение двигателя в идеально плавное поступательное движение. Внутри гайки — ряды крошечных шариков, которые катятся между дорожками, снижая трение до минимума.
ШВП обладает множеством параметров: точностью, схемой установки, динамической и статической нагрузочной способностью, допустимой скоростью вращения и даже преднатягом, влияющим на жёсткость пары винт–гайка. Чем выше преднатяг — тем устойчивее система, но и требования к точности сборки возрастают.
На все оси я установлю шаговые двигатели NEMA 34 с драйверами GeckoDrive G213V, а питание обеспечат трансформаторные блоки на максимально допустимое напряжение драйверов. Чтобы защитить систему при торможении, добавлю демпферы, гасящие обратную ЭДС.
Редуктор — баланс скорости и силы
Редукторы бывают разные: ременные, планетарные, зубчатые — каждый со своим характером. Мнения инженеров расходятся: кто-то говорит, что для шаговиков лучше ременной редуктор, а для сервоприводов — планетарный.
Сервы, конечно, круты, но их цена способна быстро приземлить мечты. Для самодельного станка, который собирается в гараже и из чистого энтузиазма, я выбрал ременной редуктор.
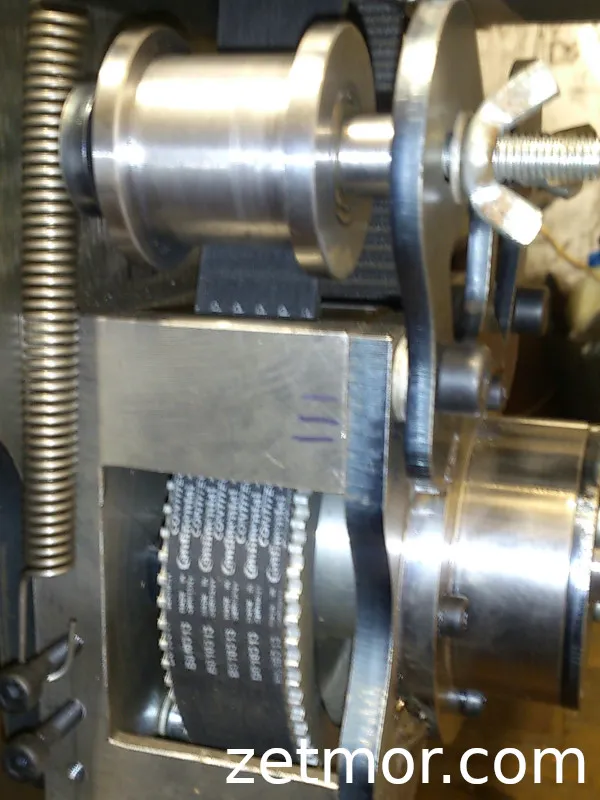
Он будет одноступенчатым, с максимально возможным передаточным отношением, чтобы двигатели работали в оптимальном режиме, обеспечивая высокий крутящий момент на больших скоростях и низкие вибрации на малых. Проще говоря, редуктор поможет добиться устойчивой и точной подачи, даже при деликатной обработке материала.
В основе — шкивы профиля HTD-M5, ширина ремня 20 мм, натяжители и корпус из металлической болванки, выточенный специально под проект.




Рама
Ну а рама — это классика. Сварная конструкция из профильной трубы, прочная, надёжная и разборная — чтобы при необходимости можно было перевезти станок по частям.
В идеале, конечно, хотелось бы иметь фрезерованные установочные плоскости под рельсы и рейки… но пока это из области мечтаний.
Проектирование рамы заняло у меня около года. За это время конструкция менялась десятки раз, совершенствовалась, адаптировалась, пока наконец не превратилась в тот вариант, который я и решился воплотить в металле.
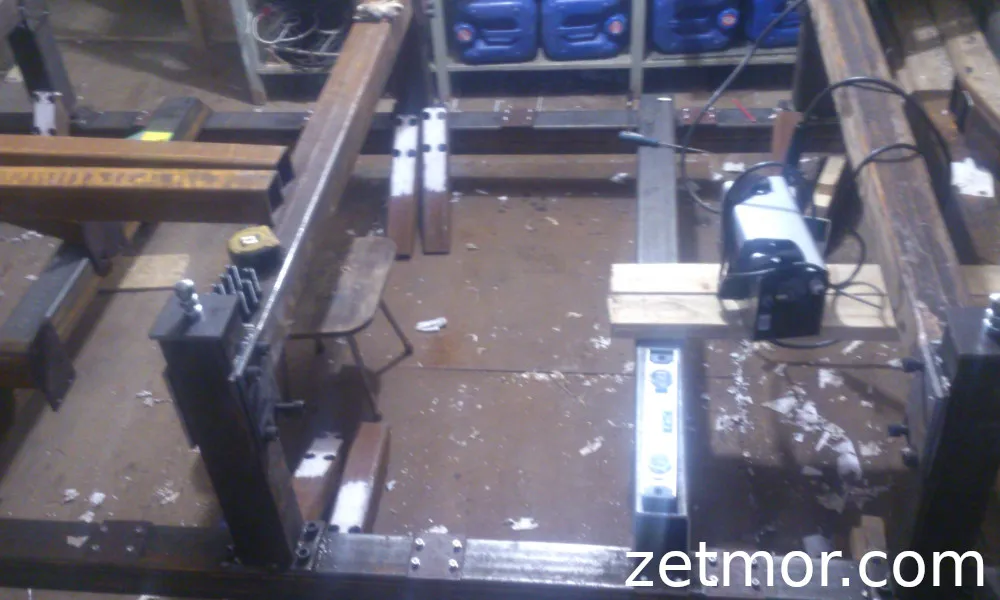
Проектирование я начал с самого основания — его рамы. Как уже упоминал ранее, основным материалом выбрал профильную трубу, и именно с неё началась вся история моего второго ЧПУ.
Для направляющих HIWIN я применил трубу 100×100 мм с толщиной стенки 5 мм, выполненную из конструкционной стали Ст3. Изначально хотел найти вариант потолще — чтобы можно было надёжно вкрутить винты М6 со стандартным шагом и иметь достаточный запас резьбы. К тому же я планировал фрезеровать поверхности для идеального выравнивания, что дополнительно съедает толщину металла.
Но, как это часто бывает, реальность внесла свои коррективы — поставщики лишь пожимали плечами и уверяли, что “есть только пятёрка”. В итоге я решил не терять время и остановился на ней. Все несущие элементы рамы будут из трубы 100×100×5 мм, а раскосы — из 80×80×4 мм.
Пропорции и геометрия
Так как мой ЧПУ изначально задумывался для рекламного производства — раскрой пластика, фанеры, алюминиевого композита, — за основу я взял стандартные размеры листов: 1525×1525 мм и 1220×2440 мм. Именно эти габариты стали отправной точкой при проектировании рамы. параллельно закладывая в проект возможность токарной обработки и достаточное место для балки портала.
Не менее важно было продумать эргономику — ведь за станком работать мне. После нескольких примерок и расчётов я определил оптимальную высоту стола — 600 мм. Такой уровень обеспечивает комфортную загрузку материалов и не утомляет при длительной работе. Разумеется, под столом установлю регулируемые опоры — и, как водится, сделаю их своими руками.
Конструктор в духе “сделай сам”
Ещё одной идеей, которая казалась отличной на старте, была разборная конструкция. Хотелось, чтобы станок можно было разобрать, перевезти по частям и снова собрать. На практике это обернулось массовым усложнением — появились десятки дополнительных пластин и соединений, а также необходимость подбирать высокопрочные болты класса 12.9. (Раз уж делать — то с запасом, как говорится, “чтобы уж наверняка”).
Теперь, с высоты опыта, я понимаю — разборность в реальной жизни почти не нужна. После сборки станок всё равно юстировать заново, а это долго и кропотливо. Но тогда я шёл вперёд с энтузиазмом, шаг за шагом превращая идею в металл.
Основные параметры рамы
- Размер рабочего поля станка — 1700×2800 мм
- Высота стола от пола — 600 мм (при необходимости можно уменьшить)
- Толщина пластин для опор — 10 мм (в сумме ~15 мм под резьбу)
- Толщина пластин для раскосов — 4 мм
Поиск формы и решений
Дальше начался самый интересный этап — поиск идеальной конструкции. Часы пролистывания форумов, десятки чертежей, фото, решений от любителей и промышленных мастеров. Сначала моя рама выглядела как простая коробка с перемычками — на тот момент казалось, что всё логично, но выглядело это, мягко говоря, неубедительно.
Пришлось переделывать. Снова и снова я менял схему, добавлял опоры, переставлял раскосы, экспериментировал с креплениями труб и габаритами, пока не пришёл к устойчивой и простой конструкции на шести опорах. Вот тогда я впервые посмотрел на чертёж и подумал: “Да, теперь это — основа настоящего станка.”







Следующий шаг — портал
С рамой стало более-менее ясно, но чтобы определить длину и ширину станины, нужно было спроектировать балку портала с установленной осью Z, шпинделем, двигателями, каретками и направляющими. Именно их компоновка диктует окончательные размеры всей базы.
Что касается токарных функций, я предусмотрел возможность установки дополнительных модулей до сборки основного стола — чтобы в будущем без проблем расширить функционал.
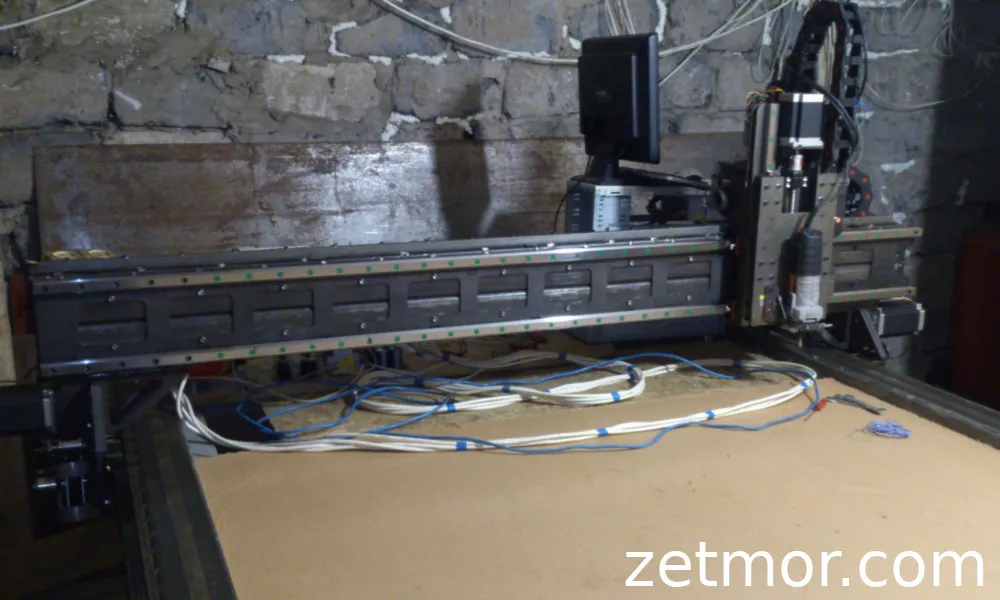
Портал
Изначально портал задумывался строгим и простым. Но, как это часто бывает в инженерных приключениях, в процессе всё пошло куда интереснее! В ход пошли трубы сечением 100×100. На выступ верхней планировался аккуратный лоток под гибкий кабель-канал — мелочь, но как же приятно, когда всё продумано до винтика.
Ось Z я решил делать из дюралевого листа — идею подсмотрел где-то в недрах интернета, а потом долго вынашивал собственную версию. Первые эскизы балки, честно говоря, выглядели немного грубовато, но зато с характером! На ранних изображениях можно заметить и прежний вариант стоек — следы той самой инженерной эволюции, через которую проходит любой проект.
Я думал облегчить балку, сделать её из листового металла, но вовремя остановился — при сварке её бы повело, а значит, точность пошла бы прахом.
Когда балка наконец заняла своё место на раме станка, опершись на стальные стойки, — конструкция заиграла новыми линиями.
Портал получился шире самой рамы, и это не случайно. Такая компоновка позволяет парковать одну из осей Z и обрабатывать деталь второй — на всё рабочее поле! Другими словами, предусмотрена возможность установки двух независимых осей Z, что превращает станок в по-настоящему универсального бойца.



Стойки портала
Стойки тоже прошли через целую эволюцию. Я подгонял проект под возможности имеющихся станков, продумывал всё: от лазерного раскроя и сварки — до сборки на болтах и фрезерной обработки. В какой-то момент даже рассматривал идею механической связи между левой и правой стойкой.
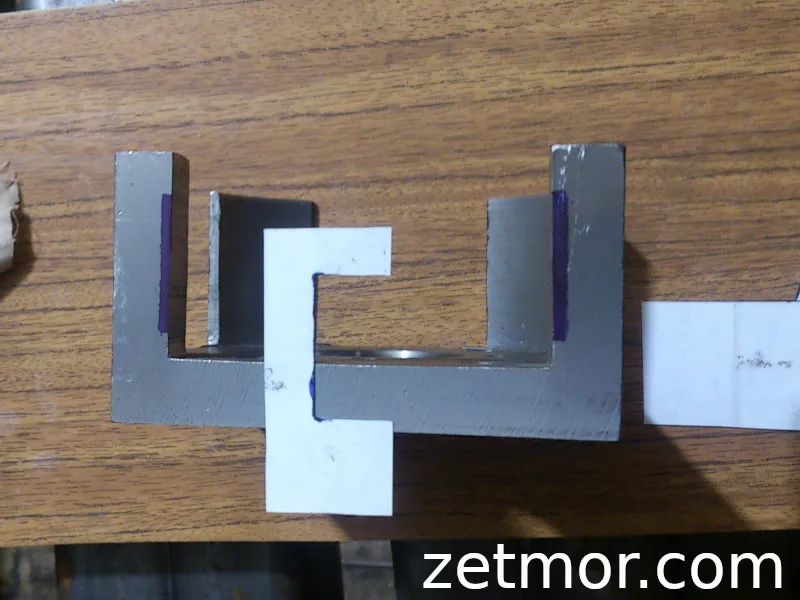
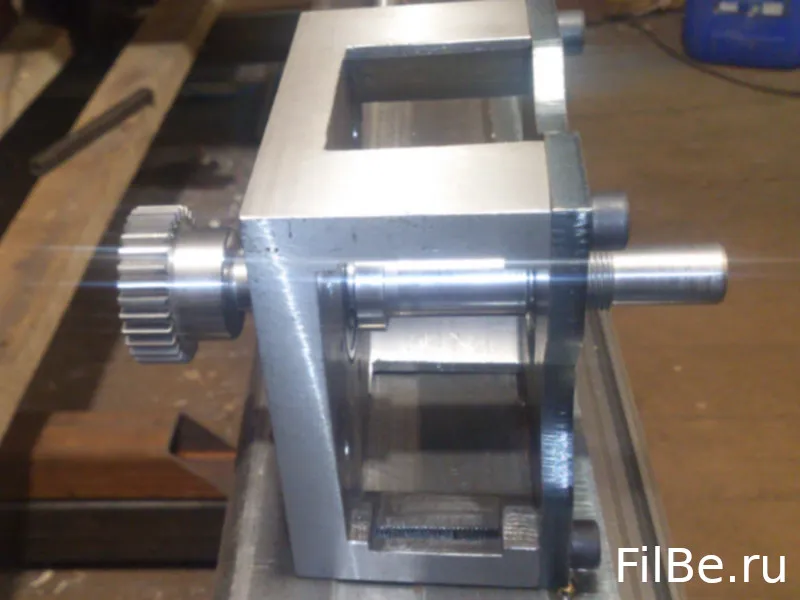
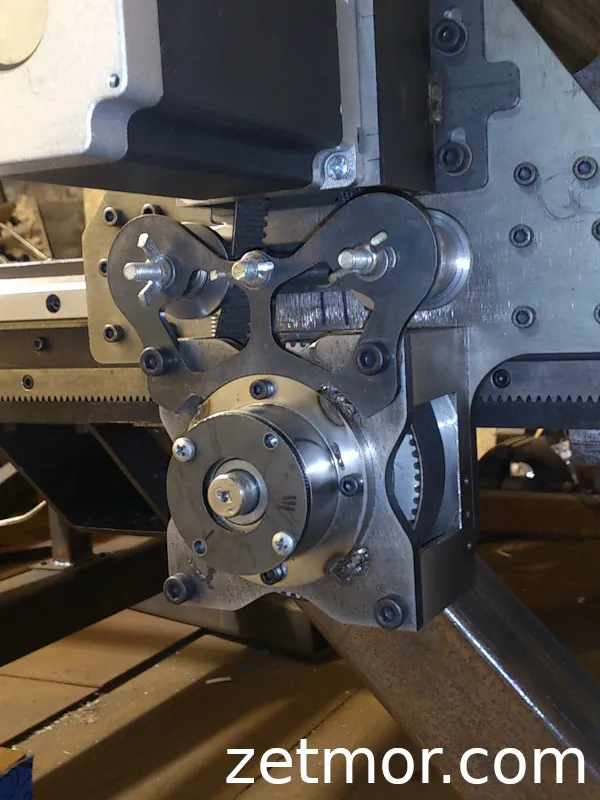
Из старой конструкции уцелел только корпус редуктора — мой “поворотный квадрат”. Всё остальное я переработал заново, с нуля.
Финальные стойки изготовлены из листовой стали, собраны сваркой. В конструкции предусмотрен вал, связывающий обе стойки, а редукторы — на шкивах с профилем HTD-5M — можно взаимозаменять между осями X и Y. Крепления под двигатели NEMA 34 сделаны унифицированными и снабжены натяжителями ремней — каждая деталь продумана, для производства в моих условиях.




Ось Z
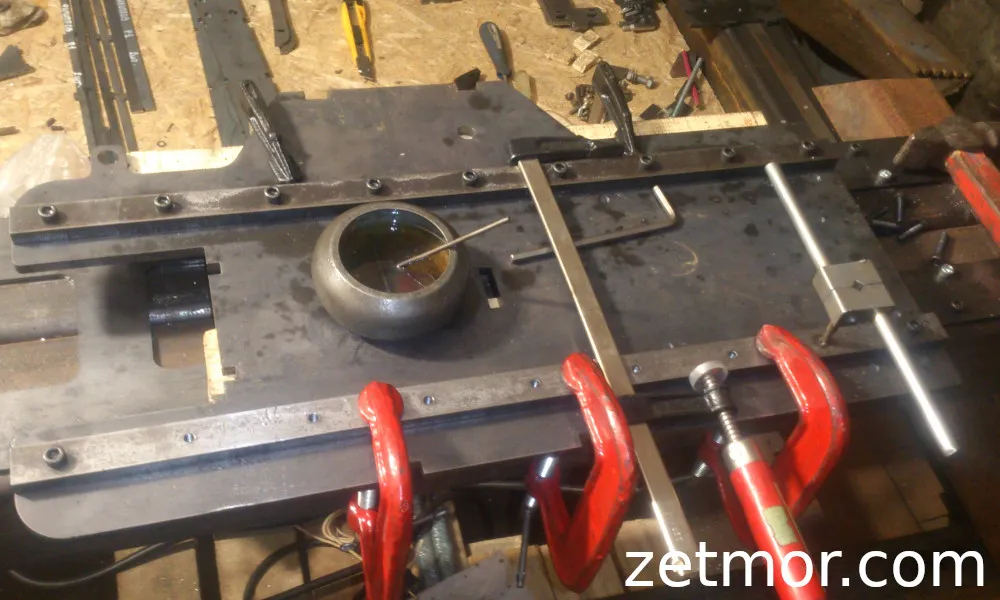
Ось Z я задумывал лёгкой, но прочной — проектировал под фрезеровку, из дюралюминия Д16Т. Классическая конструкция, знакомая каждому, кто хоть раз заглядывал в чертежи ЧПУ станков. Но, как это часто бывает, итог пошёл своим путём.
Финальная версия — совсем другая. Целиком из листовой стали, с дополнительными креплениями для гибких кабель-каналов и клеммных колодок на динрейку, с концевыми выключателями, которые следят за безопасностью. Вся конструкция стала, компактнее, без потери жёсткости.





Установлен шпиндель с водяным охлаждением на 2,2 кВт. Почему именно такой? Всё просто: тишина. После адского рева ручного шпинделя от «Интерскол» этот — как шелест ветра по сравнению с рок-концертом. Работает мощно, уверенно, и при этом не сводит с ума своим звуком.

Электрика
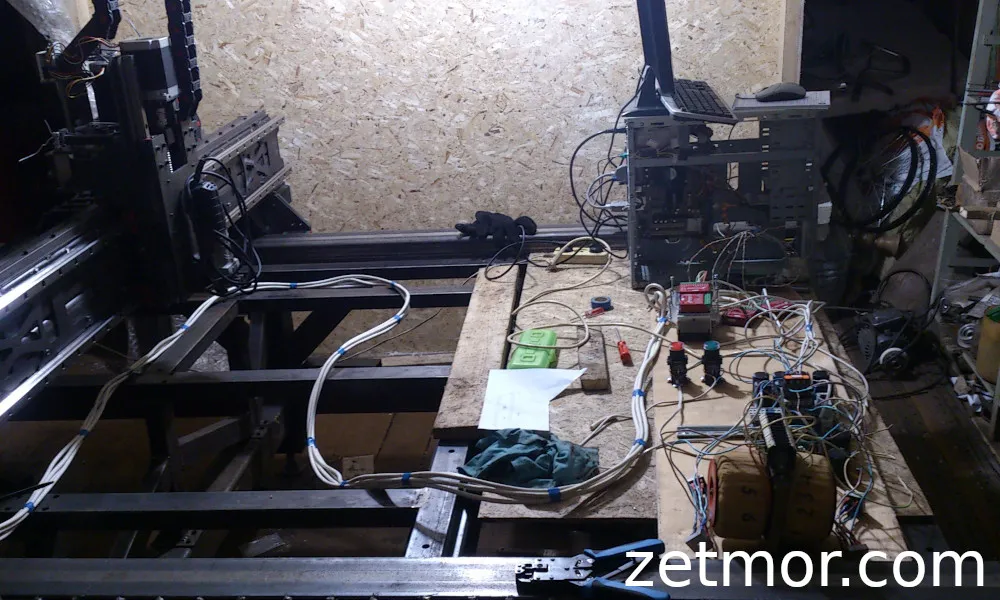
В основе системы — старые добрые драйверы Geckodrive G213V, которые со мной ещё с первого станка. Тогда я брал их “на вырост”, с запасом по параметрам, и, как оказалось, не зря. Эти малыши умеют работать на питании до 80 вольт — и я решил выжать из них максимум.

Зная предельный вольтаж, я заказал трансформаторы с намоткой под такое напряжение, чтобы после выпрямления и сглаживания пульсаций получить примерно 76 вольт постоянного — почти потолок. Зачем? Всё просто: чем выше напряжение, тем быстрее растёт ток в обмотках шаговых двигателей, а значит — резче отклик, выше динамика.
Пока мотальщики колдовали над трансформаторами, я не сидел сложа руки. Собрал демпферные платы, чтобы гасить выбросы, которые моторы выдают при торможении. Обратная эдс может вывести драйвер из строя — я направляю ее на мощный резистор, превращая электрические всплески в безобидное тепло. В придачу — фильтры из электролитов, чтобы питание оставалось чистым, без пульсаций и шумов.

Связь между компьютером и драйверами держит плата опторазвязки. Работала она верой и правдой несколько лет, пока однажды не приказала долго жить. Но к тому моменту я уже неплохо освоил электронику, так что вместо паники — паяльник в руки, 60 рублей на микросхему, и через час всё снова ожило.
В такие моменты особенно остро чувствуешь — это твой станок, твоя система, сделанная не по чужому чертежу, а по собственному разумению и опыту.

И, конечно, не обошлось без бесконечного моря мелких деталей — которые делают из простой железки настоящий станок:
- Лотки и крепления кабель-каналов
- Держатели для клемников на динрейке
- Заглушки труб с кнопками аварийной остановки
- Концевики, предотвращающие авайрийные ситуации
- И десятки других «мелочей», без которых станок был бы просто кучей металла

Выводы
В итоге, после множества переделок, ошибок и ночей за чертежами, я получил станок, который действительно работает так, как задумано. Каждый его элемент — результат личного опыта, экспериментов и компромиссов, продиктованных реальными возможностями и инструментами.
Да, это не идеально с точки зрения промышленного производства. Но для меня важно было другое: сделать всё своими руками, адаптировать конструкцию под доступные средства и при этом сохранить точность и надёжность.
Этот проект стал для меня не просто сборкой станка, а настоящим учебным процессом, который показал, как важно умение мыслить конструктивно, искать решения и не бояться экспериментов.
И самое главное: теперь я знаю, что ничто не мешает сделать работу качественно, если подходить к делу творчески и терпеливо — даже когда бюджет ограничен, а дорогие станки недоступны.
После работы на станке захотелось чего-то нового — я добавил токарную ось.