Сани из ПНД для снегохода: проектирование и изготовление
Экспертный обзор: проектирование и изготовление прочных саней из ПНД для снегоходов.
Изготовление саней для снегохода — это не вопрос формы или внешнего вида. Это инженерная задача, в которой ключевую роль играют материал, расчёт нагрузок, технология сварки и понимание условий эксплуатации. Ниже описан реальный проект саней из ПНД, выполненный под конкретные рабочие требования.
Исходные условия эксплуатации
Сани предназначены для работы в лесу и используются снегоходом. Основные условия:
- отрицательные температуры,
- движение по целине и пересечённому рельефу,
- динамические нагрузки при старте и торможении,
- расчётная грузоподъёмность до 400 кг.
В таких условиях конструкция должна быть не просто прочной, а предсказуемой в поведении и ремонтопригодной.
Выбор материала и толщин
В качестве основного материала выбран ПНД (полиэтилен низкого давления). Это обусловлено следующими свойствами:
- сохранение вязкости при температурах до −60 °C,
- высокая ударная прочность,
- низкий коэффициент трения по снегу,
- возможность экструзионной сварки с получением монолитного соединения.
В конструкции применены разные толщины ПНД в зависимости от функциональной нагрузки:
- 8 мм ПНД — дно корпуса, борта, рундуки
Эта толщина обеспечивает достаточную жёсткость при статической и динамической нагрузке, сохраняя при этом упругую работу материала. - 6 мм ПНД — передний козырёк
Козырёк не является силовым элементом, поэтому уменьшение толщины позволяет снизить массу передней части без потери функциональности.
Такой подход даёт оптимальный баланс между прочностью, весом и ресурсом конструкции.
Проектирование в CAD
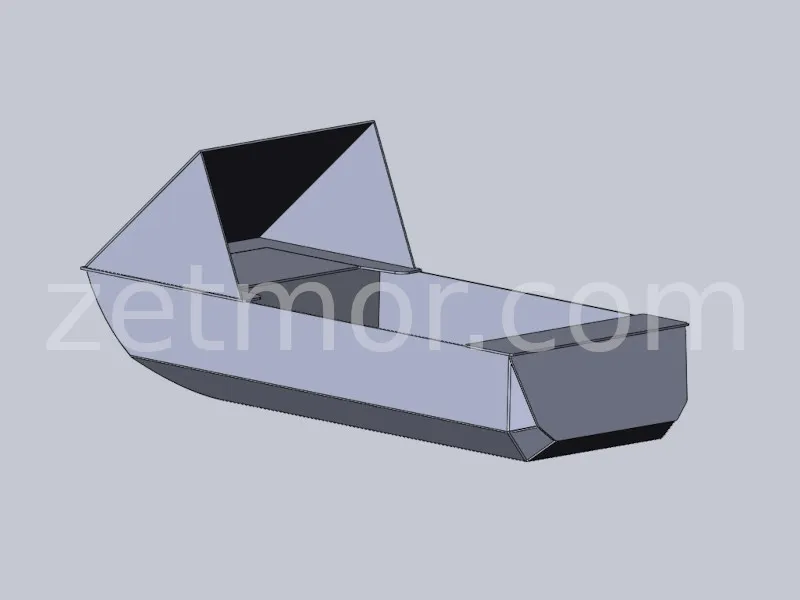

Проектирование велось полностью в CAD-среде. Использовалась параметрическая модель, в которой заданы:
- габаритные размеры (длина корпуса — 2200 мм, высота борта — 400 мм, высота козырька — 500 мм),
- толщины материала,
- радиусы сгиба,
- зоны сварных соединений.
CAD-модель позволяет заранее оценить:
- распределение нагрузок,
- отсутствие концентраторов напряжений,
- технологичность сварки и сборки.
Модель проходила согласование до момента, когда все элементы были логически и конструктивно связаны.
Конструкция дна и скользяки
Дно выполнено из ПНД толщиной 8 мм и рассчитано на распределённую нагрузку от перевозимого груза.
Для повышения ресурса и улучшения ходовых качеств к дну приварены скользяки:
- 3 продольные полосы,
- ширина каждой — 100 мм,
- материал — ПНД того же типа, что и основной корпус.
Скользяки выполняют сразу несколько задач:
- снижают трение при движении по снегу,
- принимают на себя абразивный износ,
- повышают продольную жёсткость дна,
- улучшают курсовую устойчивость саней.
Использование трёх полос обеспечивает стабильное поведение саней без избыточного сопротивления движению.
Борты, козырёк и силовая схема
Борта из ПНД 8 мм являются частью силовой конструкции. Они воспринимают боковые нагрузки при крене, поворотах и движении по косогору.
Передний козырёк из ПНД 6 мм:
- защищает груз от летящего снега,
- снижает попадание снега внутрь корпуса,
- не перегружает носовую часть конструкции.
Все элементы связаны сварными соединениями, работающими как единое целое.
Рундуки
В конструкции предусмотрены два рундука:
- задний — под бензопилу,
- передний — под козырьком, с крышкой для защиты от снега и наледи.
Оба рундука выполнены из ПНД 8 мм и приварены к корпусу. Конструктивно они работают как дополнительные элементы жёсткости, а не как навесные ящики.

Развёртки и ЧПУ-раскрой
После завершения CAD-модели были выполнены развёртки всех деталей с учётом:
- припусков под экструзионную сварку,
- теплового расширения материала,
- последовательности сборки.
Раскрой выполнялся на ЧПУ-станке. Это обеспечило:
- точную геометрию деталей,
- ровную кромку под сварку,
- минимальную подгонку при сборке.
Экструзионная сварка ПНД
Сборка корпуса выполнялась методом экструзионной сварки с применением сварочного прутка из ПНД соответствующего типа.
Рабочие температурные режимы:
- прогрев кромок: 210–230 °C,
- температура расплава прутка: 220–240 °C,
- температура воздуха экструдера: 260–300 °C.
Для листов толщиной 8 мм особое внимание уделялось глубине прогрева кромок. Сварка велась в следующей последовательности:
- дно корпуса,
- установка и сварка скользяков,
- борта,
- носовая часть и козырёк,
- рундуки и внутренние усиления.
Швы охлаждались естественно, без принудительного охлаждения.


Прицепное устройство и демпфирование
Прицепное устройство изготовлено из профильной стальной трубы. Конструкция — перекидывающаяся, что позволяет саням корректно работать на неровном рельефе.
Для снижения динамических нагрузок применён демпфирующий механизм на пружинах, который:
- уменьшает рывки при старте,
- снижает ударные нагрузки при торможении,
- увеличивает ресурс корпуса и сцепного узла.
Результат
В результате получены сани:
- рассчитанные на реальную эксплуатацию,
- адаптированные под конкретную задачу,
- изготовленные с учётом технологии материала, а не «по шаблону».

Такой подход позволяет получать изделия, которые не требуют постоянного внимания и доработок, а просто выполняют свою функцию в сложных условиях.
Чертежи и развертки — основа идеальных саней
Если ты хочешь изготовить такие сани самостоятельно — очень важно иметь правильные чертежи.
👉 Вы можете заказать готовый комплект деталей для саней-волокуш (900×2200 мм) или оформить индивидуальный заказ по собственному эскизу:
Связаться через страницу контактовНапишите, чтобы уточнить детали..
Могу:
- адаптировать чертёж под твой мотобуксировщик;
- изменить форму носовой части;
- добавить усиливающие рёбра;
- подготовить комплект раскроя для станка ЧПУ.
- изготовить комплект деталей для самостоятельного изготовления
Ты присылаешь эскиз/фотографию — я создаю цифровую 3D-модель, развёртки листов и ты получаешь готовый комплект деталей.